Structure Operation Method of Welding Machine
Basic Knowledge of Arc Welding Machine
2.2.1 Characteristics of welding machine
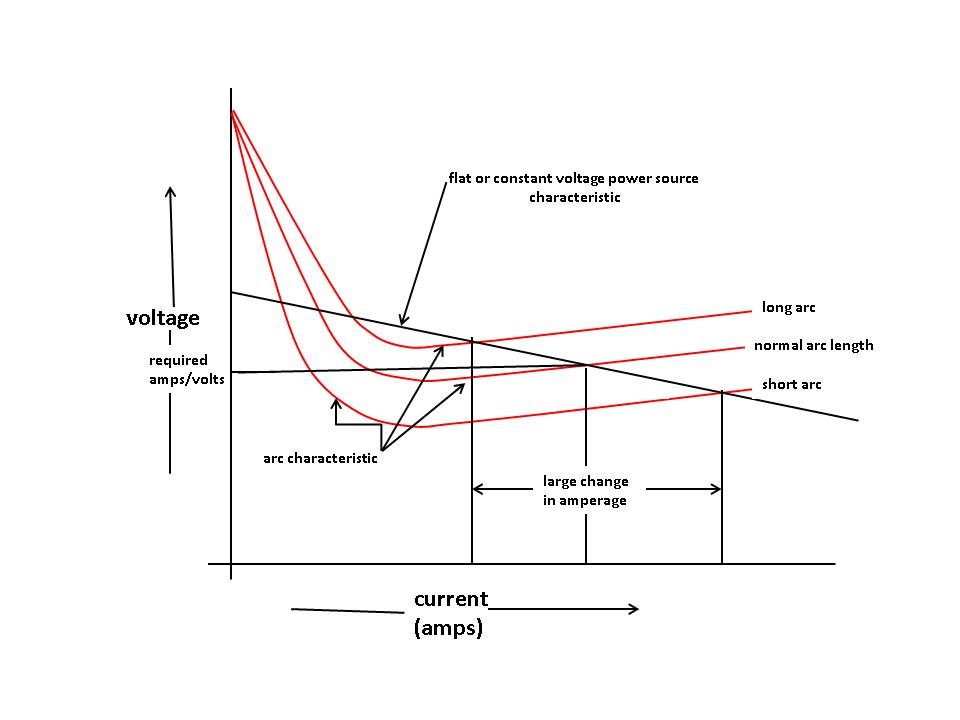
- Drooping characteristics
The output current is controlled to be constant with respect to the output voltage.
The arc length is changed by current adjustment.
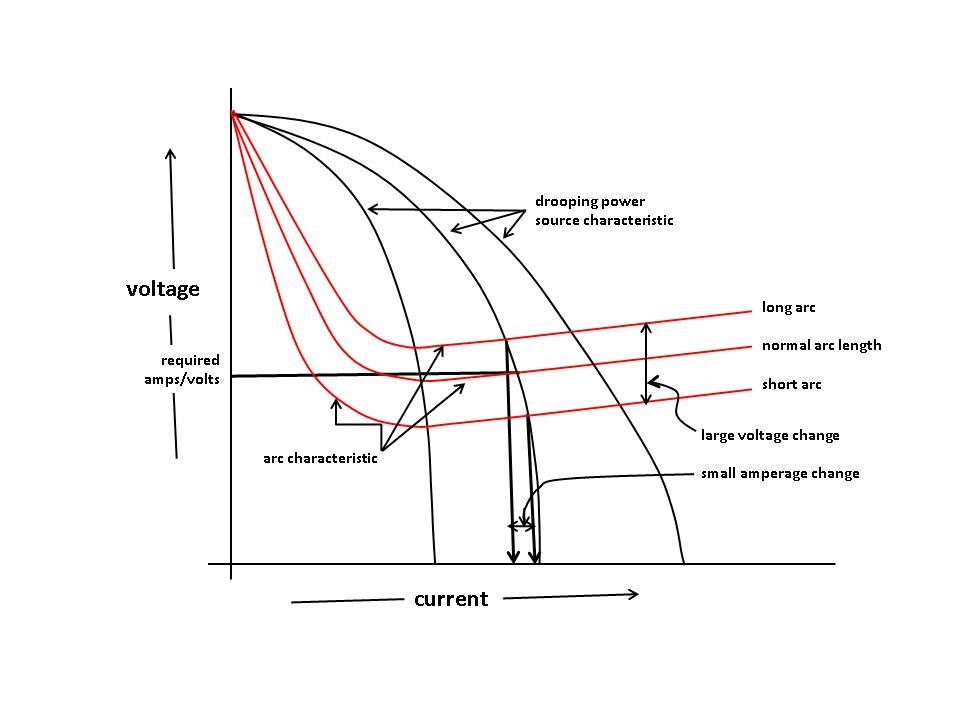
- Voltage drop with current increase and arc length adjusted.
Current adjustment range is "Large Charge in Amperge".
EX: 24 [V] 160 [A] & 180 [A]
2.2.2 Types and characteristics excerpts of arc welding machine
Note "AC": Alternating Current
- AC Arc Welding Standard
JIS C 9301
AW-300
・Rated current: 300 [A]
・Rated utilization rate: 40 [%]
・Rated load voltage
・Resistance drop: 35 [V]
・Reactance drop voltage: 50 & 60 [Hz]: 0 [V]
・Output current
Maximum current value: 100% or more / 110 [%] or less
Minimum current value: 20% or less
・Maximum no-load voltage: 85 [V] or less
・Covered arc welding rod diameter: 2.6 [mm] or more / 6.0 [mm] or less
- AC Arc Welding Machine Circuit Outline
blankimgプラグインエラー:ご指定のファイルがありません。アップロード済みのファイルを指定してください。
- EX: PANASONIC: YK-305AK2

・Rated output current: 300 [A]
・Rated input voltage: 200 [V]
・Power supply phase number Single phase
・Power supply frequency: 50 [Hz]
・Rated input
Active power: 15.0 k [W]
Apparent power: 25 k [VA]
・Maximum no-load voltage: 24 (80) [V]
・Utilization rate: 30 [%]
・Rated negative overvoltage: 35 [V]
・Reactance negative overvoltage: 0 [V]
・Current adjustment range: 60 or more and 300 or less [A]
・Specification Welding rod diameter: 2.6 or more and 6 or less [mm]
・External dimensions
Overall width: 260 [mm]
Depth: 465 [mm]
Height: 420 [mm]
・Weight: 49 [kg]
・Electric shock prevention device
Starting time: about 0.03 [s]
Required contact time: 0.013 [s] or less
Delay time: about 1 [s]
・Starting sensitivity: 300 [Ω]
・Type approval passed: No. TE 101
・Earth leakage breaker capacity: 150 [A]
・Primary cable: Terminal hole 22 [mm ^ {2}] (for M8)
・Secondary cable: Terminal hole 60 [mm ^ {2}] (for M8)
・Grounding cable: 14 [mm ^ {2}]
Caution:
・I_{s}: Short-circuit current
・I_{w}: Welding current
I_{w}=I_{s}-40
2.2.3 Characteristics of AC arc welding machine
- Arc welding is unstable to direct current by AC current.
- No-load voltage is high with respect to DC voltage by AC voltage.
- Easy to operate DC welding machine and maintenance is simple.
- Low cost to DC welding machine.
2.2.4 AC arc welding machine additional circuit
- Electric shock prevention device
- Danger of electric shock is high due to high usage rate and no-load voltage to DC voltage welding machine.
- Electric shock countermeasure circuit for high usage rate and no-load voltage to DC voltage welding machine.
- The no-load voltage is kept below 25 [V].
- Maintain 25 [V] for 1 [s] after welding operation.
- A breaker is incorporated in the welding machine main circuit.
- Measures against electric leakage by connecting the earth to the welding machine body.
- Power supply standard
・Input voltage 200 [V]: \pm{2}10 [%]
・Check power frequency: 50 [Hz] or 60 [Hz] or shared
- Type of electric wire
EX: 300 [A]: 60 [mm ^ {2}]
最終更新:2018年12月07日 06:27


